3 Pi Consulting &
Management GmbH
Das Heizelementschweißen ist ein Fügeverfahren, bei dem die Fügeflächen der zu schweißenden Formteile mit Hilfe eines elektrisch beheizten Heizelementes durch Berührung oder Strahlung ausreichend erwärmt und anschließend unter Druck geschweißt werden. Das Schweißen mittels Heizelement zählt zu den am häufigsten in der industriellen Serienfertigung eingesetzten Schweißverfahren. Die Vorteile des Heizelementschweißens liegen neben dem Schweißen von dreidimensionalen Fügeflächen und dem hohen Automatisierungsgrad der Maschinen in der großen Produktpalette an Kunststoffen, die geschweißt werden können. Nachteilig zeigt sich die im Vergleich zum Ultraschall- und Vibrationsschweißen längere Taktzeit des Schweißverfahrens. Eine Reduzierung der Taktzeit ist jedoch durch Schweißen im Hochtemperaturfeld oder durch Aufteilung des Prozesses in mehrere Stufen möglich.
Das Verfahren findet Anwendung für eine breite Produktpalette thermoplastischer Bauteile, die in verschiedensten industriellen Bereichen zu finden sind. Typische Anwendungsgebiete sind in der Automobilindustrie, in der Haushalts- bzw. Weißgeräteindustrie und in der Sanitär- und Installationstechnik zu finden. Darüber hinaus gibt es weitere zahlreiche Anwendungen in den Bereichen Medizintechnik, Spielwaren, Elektrotechnik, Elektronik, Verpackung, Sportartikel.
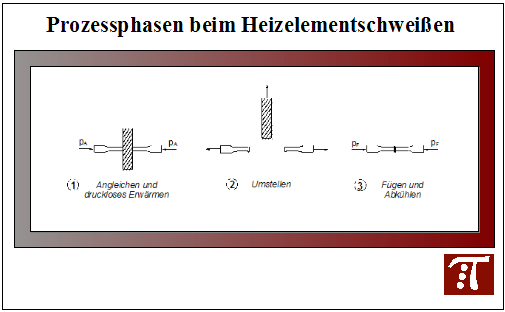
Das Heizelementschweißen ist ein Mehrstufenverfahren, da der Erwärmungs- und Fügevorgang zeitlich getrennt voneinander ablaufen. Mit dem Kontakt der Fügeflächen am Heizelement beginnt der Schweißprozeß, der sich, wie dargestellt, in die Prozeßphasen Erwärmen, Umstellen und Fügen einteilt.
Eine Übersicht der beim Heizelementschweißen einzustellenden Maschinen- bzw. Prozeßparameter bei weg- oder kraftgeregelter Schweißung zeigt
| Verfahrensschritt | Prozess | ||
|---|---|---|---|
| weggeregelt | kraftgeregelt | ||
| Angleichen | Angleichweg sA Angleichgeschwindigkeit vA | Angleichdruck pA Angleichzeit tA | |
| druckloses Erwärmen | Heizelementtemperatur TH Erwärmzeit tE | ||
| Umstellen | Umstellzeit tu | ||
| Fügen und Abkühlen | Fügeweg sF Fügegeschwindigkeit vF | Fügedruck pF | |
| Füge- und Abkühlzeit tF | |||
Im Folgenden werden die einzelnen Prozeßphasen und die Bedeutung der Prozeßparameter näher erläutert.
Aufgrund verarbeitungsbedingter Formteiltoleranzen liegen die Formteile in den seltesten Fällen ganzflächig am Heizelement an. Das Angleichen dient dem Ausgleich dieser fertigungsbedingten Toleranzen, so daß zum Ende des Angleichens die gesamte Fügefläche am Heizelement anliegt, was sich durch einen linearen Verlauf des Schlittenverfahrweges äußert. Der Angleichweg muß so eingestellt werden, daß er größer ist als die Summe der Toleranzen der Fügefläche und des Heizelementes.
Dem Angleichen schließt sich die drucklose Erwärmphase an, in der es durch Wärmeleitung zum Aufbau einer Schmelzeschicht kommt, die sich mit der Dauer der Temperatureinwirkzeit vergrößert. Der Druck beim Erwärmen ist nahezu Null, damit das plastifizierte Material nicht in den Wulst verdrängt werden kann. Die Wahl der Erwärmzeit richtet sich nach material-, bauteil- und verfahrenstechnischen Gegebenheiten und muß durch Versuche ermittelt werden.
In der Umstellphase, daß heißt nach Ablauf der eingestellten Erwärmzeit, werden die Fügeteile durch Zurückfahren der Maschinenschlitten vom Heizelement abgehoben und das Heizelement aus der Fügeebene herausgefahren. Die Umstellzeit ist maschinenabhängig und sollte so kurz wie möglich sein, damit die Schmelze noch in einem schweißfähigen Zustand verbleibt.
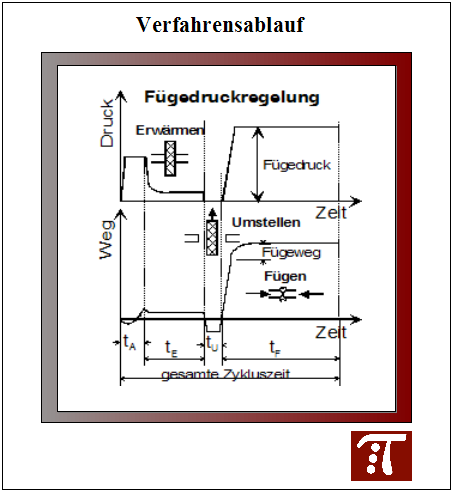
Mit dem anschließenden Aufeinandertreffen der Fügeteile beginnt die Fügephase, die sich aus dem Aufbringen des Fügedruckes und dem Abkühlvorgang zusammensetzt. Durch den Fügedruck sollte ein ausgeprägtes Quetschfließen der Schmelze erzeugt werden, bei dem ein Teil der Schmelze als Schweißwulst austritt. Diese Forderung kann durch eine direkte Druckaufbringung oder durch eine Fügewegbegrenzung erfüllt werden. Das Ende des Fügevorganges ist erreicht, wenn keine wesentlichen Fließvorgänge mehr ablaufen. Ist der aufgeschmolzene Bereich genügend abgekühlt, so ist die Schweißung beendet. Der Verfahrensablauf beim druckgeregelten Heizelementschweißen ist dargestellt.
Schweißen von Formteilen aus gleichen Werkstoffen
Beim Heizelementschweißen von Formteilen, die aus den gleichen Werkstoffen bestehen, werden in der Regel gleiche Einstellungen für die Erwärmphase gewählt. Dabei lassen sich gleiche Schmelzeschichtdicken mit unterschiedlichen Einstellungen von Temperatur und Zeit erreichen. Die notwendige Erwärmzeit zur Erzielung gleicher Schmelzeschichtdicke nimmt mit zunehmender Heizelementtemperatur ab. Die Heizelementtemperatur kann jedoch nicht beliebig hoch gewählt werden, da diese von der Zersetzung und der Selbstentzündungs-temperatur des Kunststoffes bestimmt wird. Bei Wahl der Fügebedingungen ist darauf zu achten, daß einerseits ein ausreichendes Quetschfließen der Schmelze gewährleistet ist, andererseits nicht die gesamte Schmelze aus der Fügezone herausgedrückt wird.
Umfangreiche Parameterstudien an unterschiedlichen Standardthermoplasten haben gezeigt, daß die Schweißnahtfestigkeit beim Heizelementschweißen von der Differenz zwischen der Heizelementtemperatur und der Schmelztemperatur (Kristallit- bzw. Glasübergangs-temperatur), dem Verhältnis von Schmelzeschichtdicke zur Fügeteilwanddicke und vom Verhältnis zwischen Fügeweg zur Schmelzeschichtdicke abhängt. Die Optimierungskriterien für amorphe und teilkristalline Thermoplaste sind zu entnehmen.
| Parameter | Kunststoffart | |
|---|---|---|
| amorph | teilkristallin | |
| Heizelementtemperatur TH | Glasübergangstemp. + 140 °C | Kristallitschmelztemp. + 70 °C |
| Schmelzeschichtdicke Lo | 1,14 * Fügeteilwanddicke d | 0,34 * Fügeteilwanddicke d |
| Fügeweg sF | 0,75 * Schmelzeschichtdicke Lo | 0,75 * Schmelzeschichtdicke Lo |
Tabelle 2: Optimierungskriterien für amorphe und teilkristalline Thermoplaste.
Angaben über Schweißbedingungen beim Heizelementschweißen verschiedener Werkstoffe sind in den Richtlinien DVS 2215 Teil 1 bis 3 publiziert.
Werden beim Schweißen von Formteilen, die aus unterschiedlichen Werkstoffen bestehen, gleiche Erwärmbedingungen für beide Fügepartner gewählt, so besitzt die Schweißnaht oftmals das dargestellte Aussehen.
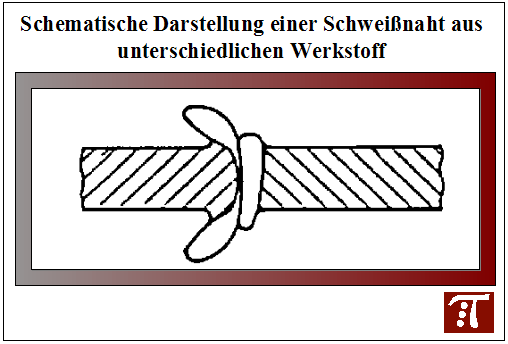
Hierbei fällt auf, daß in der Schweißnaht kein gleichmäßiges Quetschfließen der Werkstoffe stattgefunden hat. Vielmehr zeigt sich, daß die Schmelze eines der beiden Fügepartner deutlich mehr aus der Fügeebene herausgedrückt wurde und bedingt dadurch einen größeren Schweißwulst aufweist. Das dargestellte Nahtaussehen ist oftmals Grund einer verminderten Schweißnahtfestigkeit.
Durch die Wahl gleicher Heizelementtemperatur und Erwärmzeit ergibt sich ein unterschiedliches Temperatur- und Viskositätsprofil in der Schmelzeschicht, was ein unterschiedliches Fließverhalten des plastifizierten Materials zur Folge hat. Grund dafür sind unterschiedliche rheologische und thermodynamische Eigenschaften der zu schweißenden Werkstoffe.
Beim Schweißen von Formteilen aus Werkstoffen unterschiedlicher rheologischer und thermodynamischer Eigenschaften müssen die Erwärmbedingungen daher individuell angepaßt werden. Dabei sollten die Heizelementtemperaturen und Erwärmzeiten so gewählt werden, daß sich nach dem Umstellen Temperaturprofile einstellen, die einen annähernd gleichen Viskositätsverlauf über der Schmelzeschichtdicke sicherstellen.
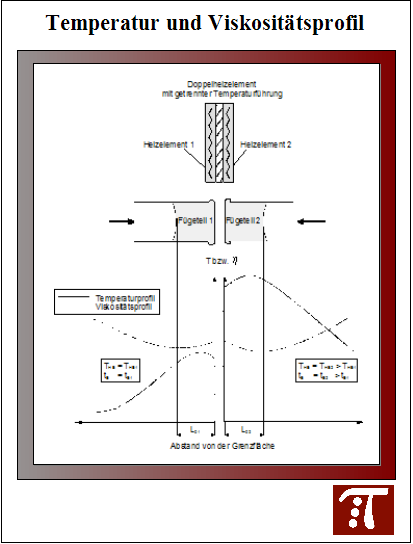
Die Anpassung der Erwärmparameter soll damit einen gleichmäßigen Schmelzefluß beider Werkstoffe während der Fügephase gewährleisten. Eine Möglichkeit der automatisierten Bestimmung der Erwärmparamter ist in oben stehender Abbildung nachzulesen. Eine weitere Möglichkeit besteht in der Anpassung der Fügewegverläufe, die ebenfalls beschrieben wird.
Um dieser Forderung maschinenseitig gerecht zu werden, müssen Doppelheizelemente eingesetzt werden, bei denen die Heizelementoberflächentemperaturen getrennt regelbar sind. Zudem muß ein zeitlich getrenntes Heranfahren der Fügefläche an das Heizelement möglich sein, so daß die Vorgabe unterschiedlicher Erwärmzeiten gewährleistet ist.
Bei Werkstoffen, die eine niedrige Schmelzeviskosität aufweisen, kann die Schmelze zum Fädenziehen oder zum Anhaften am Heizelement neigen. Abhilfe kann ein berührungsloses Erwärmen der Fügeflächen durch Wärmestrahlung schaffen. Bei dieser Verfahrensvariante wird zwischen der Heizelementoberfläche und der Fügefläche ein Abstand von 0,5 bis 1,0 mm eingehalten. Um ein gleichmäßiges Aufschmelzen zu garantieren, sollte jedoch auf der gesamten Fügefläche ein gleicher Abstand eingehalten werden. Um die Erwärmzeiten gering zu halten, werden Heizelementtemperaturen von 400 °C bis 550 °C verwendet.
Diese Seite kann man auch herunterladen: Heizelementschweißen (PDF 128KB)